企业免费推广平台
新乡市皇豫商贸有限公司电机生产、电机维修、电机改造、电机调剂、变压器生产、变压器维修、变压器调剂、变压器增容、输送机皮带:滚筒铸胶、滚筒包胶、滚筒现场包胶、电动滚筒、聚氨酯滚筒、输送带现场接口、输送带现场维修、输送带现场硫化接头、铸钢中空轴、大齿圈、滑履带、立磨的磨盘、磨辊、回转窑托轮、轮带 、箱体、壳体、锤头、齿轮、
136****9878
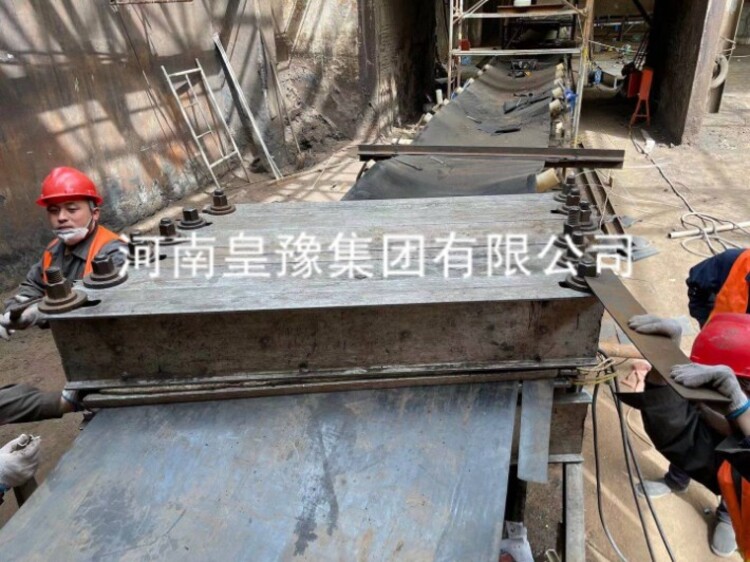
安阳输送带热硫化接口说明:
1.什么是输送带硫化
生胶料是一种近似于粘土状的可塑体,粘结强度和弹性均较小,但是生料体在加硫磺,加热进行混炼后,经过化学变化而成为具有弹性的橡胶。即硫磺原子在橡胶分子与分子之间起了架起一座桥梁的作用,使橡胶分子结合在一起,这一过程叫硫化。 2. 钢丝绳胶带
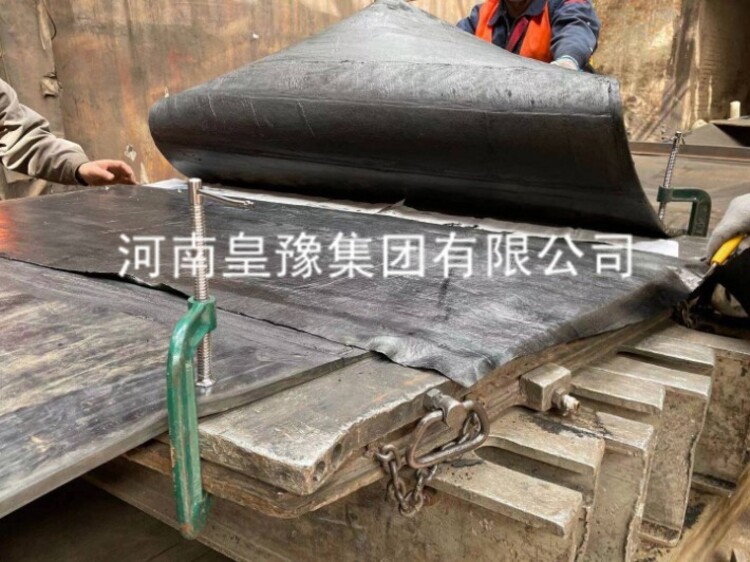
钢丝绳胶带接头依靠钢丝绳以橡胶的粘着力来实现。此粘着力以抽出力表示,就像是埋入橡胶中的单位长度钢丝绳抽出来所需要的力。抽出力下钢丝绳买入橡胶中的长度成正比,埋入长度愈大,抽出力钢丝所需要的力愈大。当埋入长度增至一定值后,抽出力就超过钢丝绳本身的断裂强度,此时钢丝绳不能抽出而被拉断。 3.胶带胶接硫化条件
胶带胶接的硫化条件,是指硫化温度、硫化时间、硫化压力。一般统称为硫化交接三要素。有时将升温方式,在硫化胶接中也要认真加以控制。 (1) 硫化温度
胶带硫化胶接时的硫化温度,是生胶料在一定要求条件下,硫化反应的最佳温度,是橡胶硫化工艺中最主要的控制条件之一。由于现场作业,作业环境和条件不好,胶料的硫化体系又不易掌握,目前国内大多数都控制在145±5℃。
(2) 硫化压力
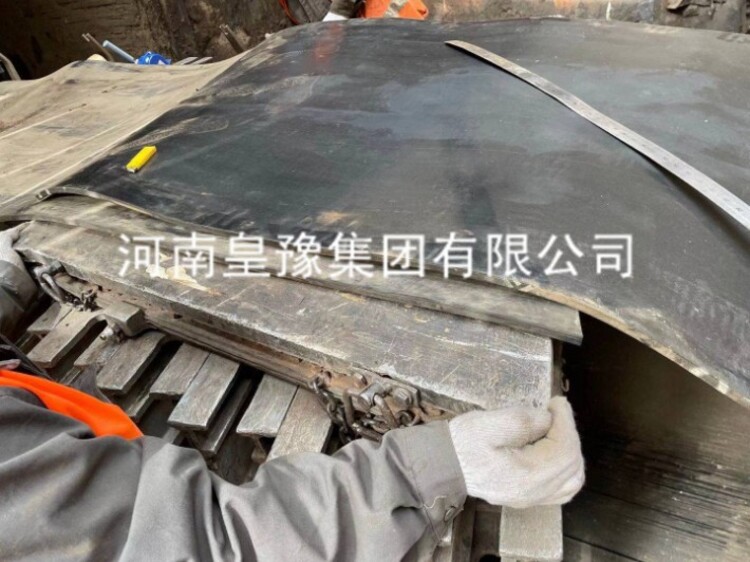
硫化压力也是胶带硫化交接的一个重要条件。因为压力在硫化过程中可起到如下作用:
①提高芯层与胶料密实性和粘着性,排出接头内部的气体,消除气泡: ②促进胶料的流动,并迅速填充芯层的粘合面; ③提高胶带接头粘合面的附着强度和胶带的耐屈扰性。
硫化压力的大小,要根据胶料的性能(主要是可塑性),产品结构、工艺条件而定。胶料流动小,硫化压力应大些;反之,压力要小些。胶带较厚则需要较大的压力。硫化压力对硫化速度的影响很小,一般不可考虑。现场硫化时钢丝绳芯输送带硫化压力位1.5-1.8MPa。
(3) 硫化时间
硫化时间的长短必须服从达到正硫化时间,时间过长、过短都会影响接头效果,不能达到正常的使用寿命。
皇豫集团辊业有限公司热烈欢迎广大新老客户真诚愉快的 合作!
河南皇豫集团有限公司
网址:http://www.hygydj.com (电机公司)
http://www.hnhyjtdj.com (集团总部)
联系人: 常经理 (集团小号68375)
微信号:13603935817
手 机: 13603935817 (主)
18437339878(主)
13084216458


























本站提醒: 以上信息由用户在商名网发布,信息的真实性请自行辨别。服务协议 - 信息投诉/删除/联系本站
新乡市皇豫商贸有限公司 Copyright © 商名网营销建站平台 All Rights Reserved.


